
-
-
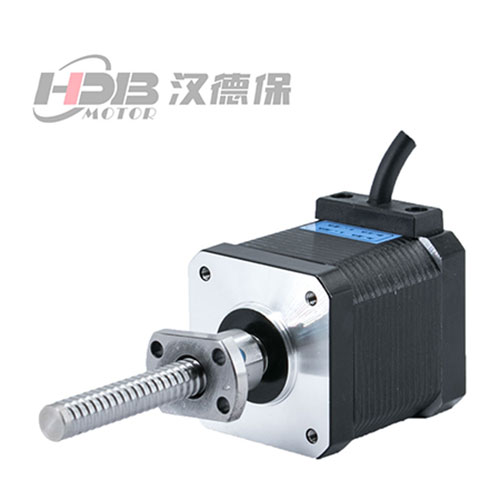
2020-11-06 絲杠電機的絲桿Tr10x4(p2)是什么意思
絲桿電機有哪些優勢? 1、利用直線驅動裝置可以很容量地達到小于1μm/s或高達5m/s的速度。直線驅動系統可以保證恒定的速度特性,速度偏差優于±0.01%。在需要較高加速度的應用中,較小的直線絲桿步進電機可以方便地提供大于10g的加速度,而傳統電機一般產生的加速度在1g范圍內。 2、直線絲桿步進電機結構簡單,由很少組件組成,因此需要的潤滑也較少(直線導軌需要定期潤滑)。這意味著它的使用壽命較長以及運行比較干凈。相比而言,傳統的驅動系統由20多個零部件組成,包括電機、聯軸器、滾珠絲杠、U形塊、軸承、枕塊以及潤滑系統。
-
-
2020-11-05 減少電機軸承磨損及過熱的方法
軸頸是轉軸最重要而又最容易磨損的部分,它的磨損將造成轉子偏移,嚴重時會造成轉子與鐵心相擦(掃膛)。若軸頸磨損不太嚴重,可在軸頸處鍍上一層鉻;若磨損較嚴重,可采用熱套法修復,即在軸頸處車小2-3mm,再用45鋼車一個合適的套筒,厚度不小于2mn,其內孔與軸頸外圓成過盈配合,將其加熱后套上軸頸,最后精車。
-
-
2020-11-04 機械圖紙該怎么看,外行看懂前面5點就ok,內行需要看懂10幾點
機械是一門嚴謹的實踐性很強的學科,就圖紙而言,有一個地方不清楚都不可以用來指導實際應用的。 圖紙是工程技術人員用于交流的語言,不是專業人員看機械類的圖紙是有困難的,乍一看似乎看得出個所以然來,仔細一看,又好像不是那么回事。都說外行看熱鬧,內行看門道,但是對于機械圖紙來說,外行只看門道是沒辦法交流工作的,所以外行也要看點門道,只是外行和內行看的門道深淺不同而已。
-
-
2020-10-30 認識電機配件及功能影響
電機配件是指在電機生產廠家裝配電機的零部件為電機原配件,由于使用不當或磨損造成的損壞更換的零部件稱為電機配件。一般配件壽命不如原件壽命長。電機配件可分為五部分。
-
-
2020-10-29 為什么電機啟動電流大?啟動后電流又小了?
電機啟動電流到底有多大? 電機的啟動電流是額定電流的多少倍說法不一,很多都是根據具體情況來說的。如說十幾倍的、6~8倍的、5~8倍的、5~7倍的等。
-

-
2020-10-28 高效電機和普通電機有什么不同?
普通電機:電機是把電能轉換為機械能的裝置,電動機吸收的電能有70%-95%轉化為機械能,這就是常說的電動機的效率值,它是電動機一個重要的技術指標,其余30%-5%部分被電機本身因發熱、機械損耗等消耗掉,所以這部分電能被浪費掉了。 高效電機:電能利用率較高的電機就稱為高效率電機,簡稱“高效電機”。 對普通電機而言,效率每提高1個百分點,都不是很容易的事,材料將會增加很多,而且當電動機效率達到一定的數值時,無論增加多少材料都無法提高了。現在市場上的高效電機絕大部分是三相異步電動機的更新換代產品,也就是說基本工作原理沒有改變。
-
-
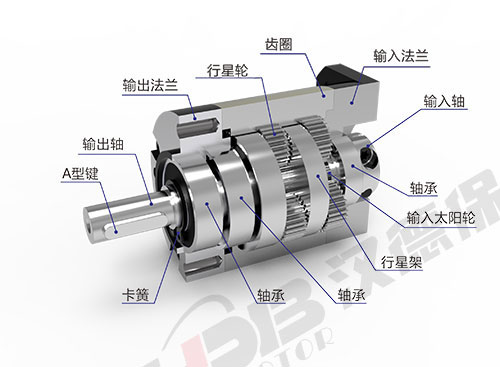
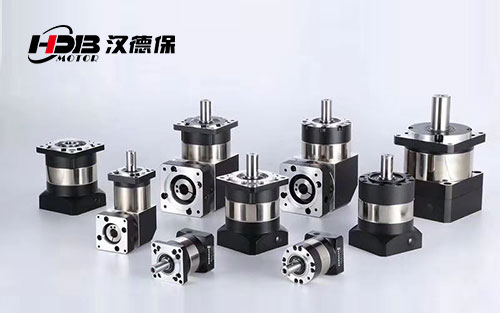
2020-10-27 電機為什么要加減速機使用,減速機的作用是什么
減速機,其實是一種動力傳達機構,本身并不會產生動力,其作用是利用齒輪大小不同和速度轉換器,將電機(馬達)的回轉數減速到自己所要的回轉數,并得到較大轉矩的機構。那調整電機的轉速不就可以了嗎?其實不然,電機直接接在設備上,當設備運轉時,電機的負荷是非常大的,這樣對電機的損傷也很大,而經過減速機就不一樣的了,比如減速比為100的減速機,減速機的轉數比=輸入轉數/輸出轉數,若轉數比為100,輸出轉矩大約為輸入轉矩的100倍。(轉速減慢而轉矩增加)機器運轉時對電機的負荷就只有百分之一了。而且,減速機壞了只要更換下齒輪就好,成本相對電機來說低了很多。
-

-
2020-10-26 步進電機驅動器的三種基本驅動模式
步進電機驅動器有三種基本的步進電機驅動模式:整步、半步、細分。其主要區別在于電機線圈電流的控制精度(即激磁方式)。 步進電機驅動器 整步驅動:在整步運行中,同一種步進電機既可配整/半步驅動器也可配細分驅動器,但運行效果不同。步進電機驅動器按脈沖/方向指令對兩相步進電機的兩個線圈循環激磁(即將線圈充電設定電流),這種驅動方式的每個脈沖將使電機移動一個基本步距角,即1.80度 (標準兩相電機的一圈共有200個步距角)。
-

-
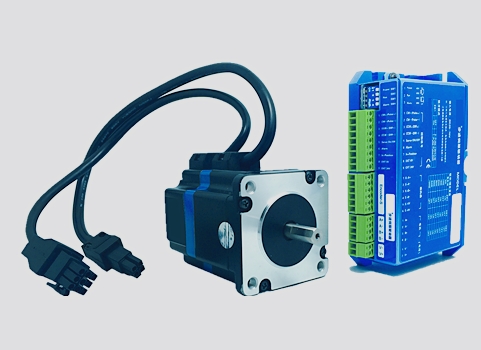
2020-10-24 步進電機為什么要加驅動器?
很多工控朋友和PLC自動化從業者都知道步進電機,但也有部分PLC入門學員不明白為什么步進電機要加一個步進驅動器,而不是像普通電機那樣直接插入電源就可以使用。 步進驅動器的結構: 步進驅動器可分為兩部分:一部分是環形分配器,另一部分是功率放大。
-
-
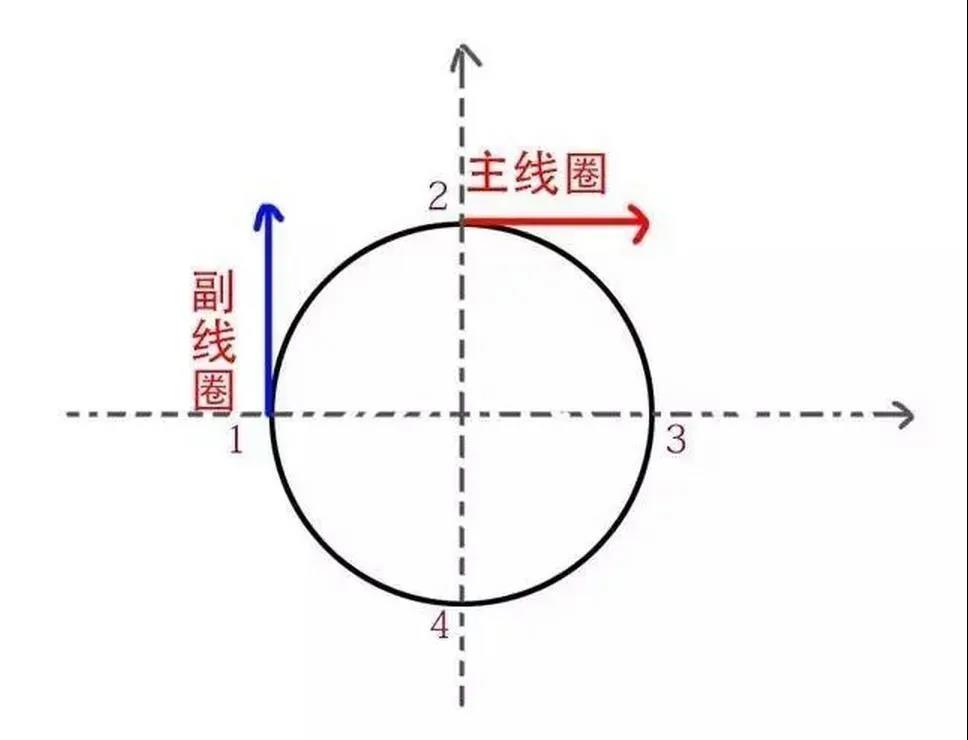
2020-10-23 為什么單相電機要用電容,三相電機不需要電容?
一個單相電機里一共有兩個線圈,主線圈和副線圈。當單相正弦電流通過主線圈時,主線圈就會產生一個交變脈動磁場,這個磁場的強弱隨時間作正弦電流變化而變化,但在它的方向一直是1-3這個方向。
-

-
2020-10-22 絲桿步進電機的原理以及優勢
絲桿步進電機采用一根螺桿和螺母相嚙合,采取某種方法防止螺桿螺母相對轉動,從而使螺桿軸向移動。 絲桿步進電機有哪些優勢?
-
-
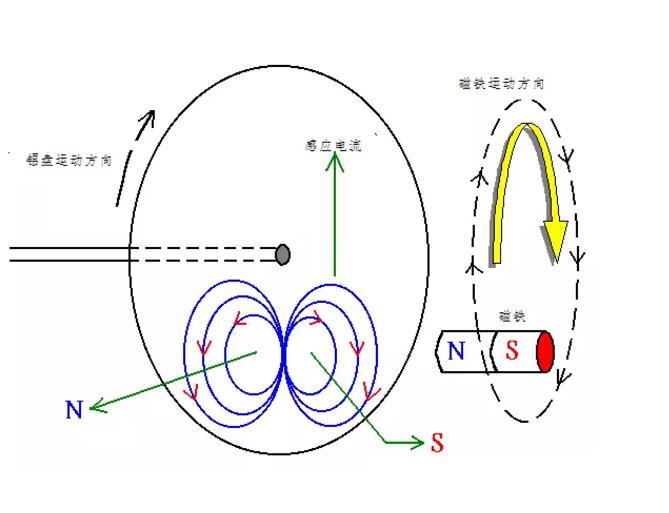
2020-10-20 電機如何從楞次定律到反電動勢來實現了的運轉?
楞次定律是以1834年物理學家埃米爾·楞次(Emil Lenz)的名字命名的,他在1834年提出了這一定律指出,在導體中,由變化的磁場感應的電流的方向是,由感應電流產生的磁場與初始變化的磁場相反。這是一個定性定律,它規定了感應電流的方向,但對其大小卻只字不提。Lenz定律解釋了電磁學中許多效應的方向,如電流變化在電感器或導線回路中感應的電壓方向,或在磁場中作用在運動物體上的渦流阻力。
-

-
2020-10-19 CAD怎么樣制作工程圖模板
如今在設計行業,CAD軟件已經運用到各行各業中了。如何做一個適合自己或者符合企業標準的模板,是作為一名CAD使用人員的基本功。文件模板設置主要包括:單位設置,文字樣式設置,標注樣式設置,引線樣式設置,表格樣式設置,圖層設置,點樣式,標題欄和其他信息欄等錄入。
-

-
2020-10-16 電機基本制造工藝
沒有先進的工藝技術,就很難生產出先進的產品。電機制造工藝涉及電機零部件的加工和處理、將零部件裝配成產品等問題,必須根據產品特點、生產類型以及制造工廠的具體情況,制訂和采取適當的工藝方案與工藝方法,才能實現高效生產、精益制造。
-
-
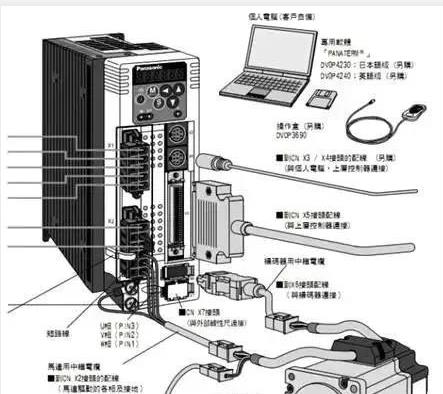
2020-10-14 伺服電機如何選擇脈沖、模擬量、通訊三種控制方式?
一、伺服電機脈沖控制方式 在一些小型單機設備,選用脈沖控制實現電機的定位,應該是最常見的應用方式,這種控制方式簡單,易于理解。 基本的控制思路:脈沖總量確定電機位移,脈沖頻率確定電機速度。選用了脈沖來實現伺服電機的控制,翻開伺服電機的使用手冊,一般會有如下這樣的表格:

